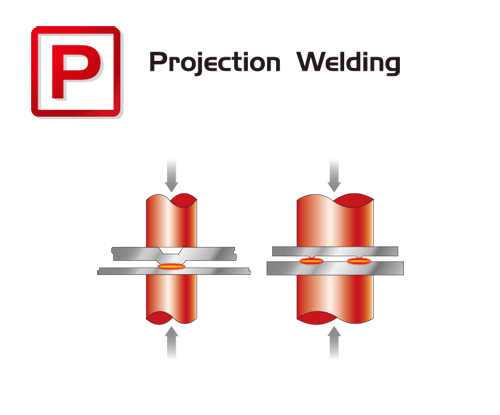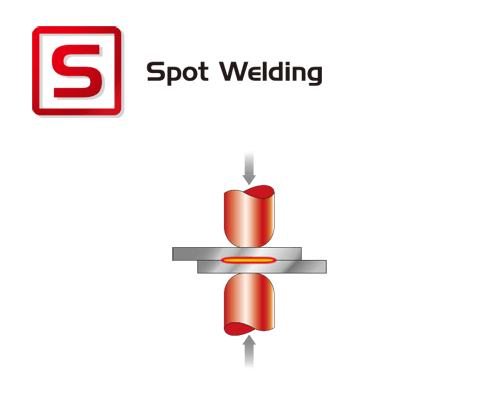
Spot Welding is mainly used in welding of sheet metal . The equipment for Spot Welding can be in the form of stationary or bench type welding machines, portable spot or robotic welding guns, and multi head spot welding machine designed for different applications. The recommended maximum weldable per sheet thickness for resistance spot welding is 5mm. Weldable material includes mild steel, stainless steel, galvanized steel, aluminum alloy, copper alloy, titanium alloy, high tensile steel, carbon steel etc. Generally speaking, spot welding welds one point at a time while Projection Welding welds multiple points at a time at the embossed points on the sheet metal.